
Why 2-Layer TG170 PCB Is Ideal for Complex Circuit Design
The demand for high-performance circuit boards is growing in today’s advanced technological landscape. When dealing with complex circuit designs, manufacturers and engineers must choose materials that ensure durability, efficiency, and optimal functionality. Among the various options available, the 2-layer TG170 PCB stands out for its ability to support intricate designs with stability and precision. This blog post explores why this specific PCB type is an ideal choice for complex circuit design and how it enhances product performance.
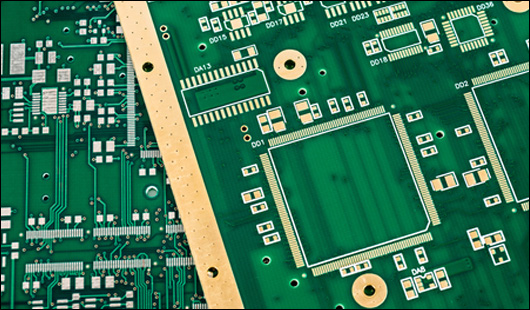
The Strength of 2-Layer TG170 PCB Design in Complex Systems
A 2-layer PCB design offers several advantages when handling complex systems. The dual-layer structure provides a robust platform for routing traces, allowing for more efficient electrical paths compared to single-layer boards. This is crucial for designs that require tight interconnections or limited space. Incorporating ground and power planes within each layer ensures improved signal integrity, reducing noise interference—a key factor in high-speed applications.
The 2 Layer TG170 PCB can also support many components essential for multifaceted circuits. With better component distribution and more efficient use of space, this PCB type simplifies the design process for complex devices, from consumer electronics to industrial machinery.
The Role of TG170 Material in Ensuring Thermal Stability
Thermal management is a significant concern in complex circuit designs, as overheating can lead to performance issues or component failure. The TG170 PCB material plays a pivotal role in addressing this challenge. TG170, a high-performance laminate material, has a high glass transition temperature, ensuring the PCB maintains its integrity even under high thermal stress.
Temperature fluctuations are inevitable when designing complex circuits. However, the 2-layer TG170 PCB can withstand higher temperatures without degrading, making it suitable for high-powered devices. This thermal stability allows engineers to create systems that perform reliably and confidently in extreme conditions.
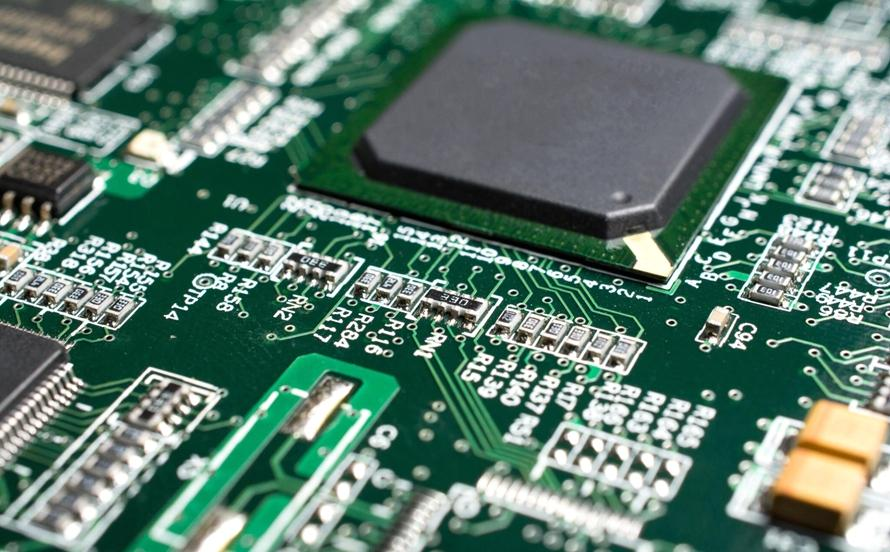
Signal Integrity and Reduced Crosstalk with 2-Layer TG170 PCB
In complex circuit design, signal integrity is crucial for the reliable operation of electronic systems. Crosstalk—where signals interfere with each other—is a common issue in multi-layer circuit boards. The 2 Layer TG170 PCB helps mitigate this issue by allowing for better isolation of signal traces.
With its dual-layer configuration, the 2-layer TG170 PCB helps maintain a clear separation between signal and power paths. By carefully planning the placement of components and traces, engineers can reduce the likelihood of signal interference, ensuring clean, high-speed signals for complex devices like communication equipment and automotive electronics.
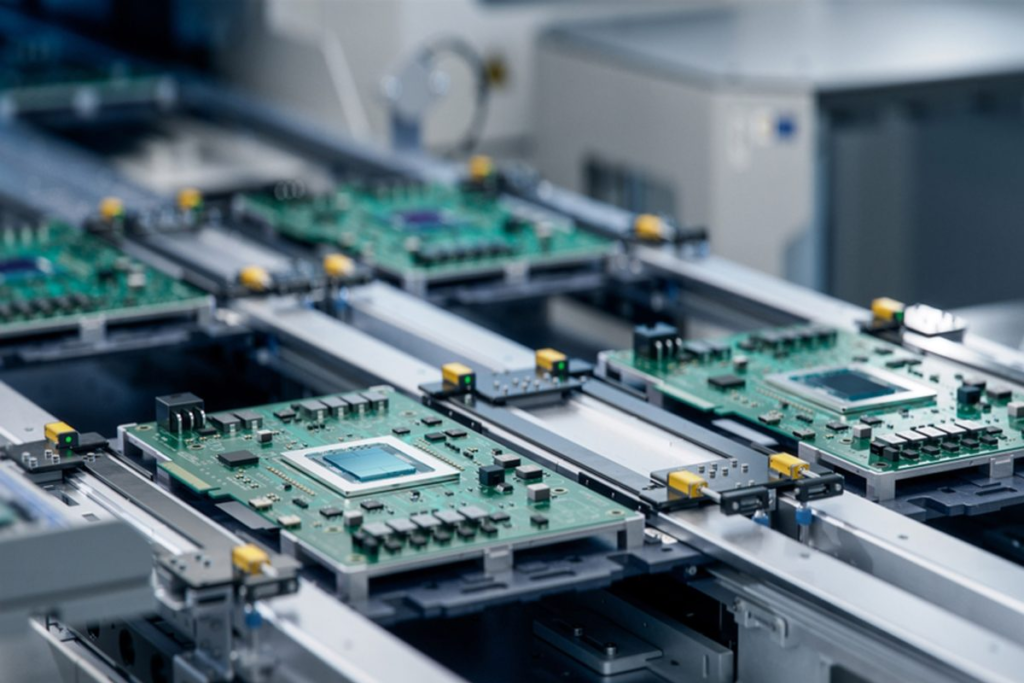
Cost-Effectiveness and Efficiency in Complex Circuit Design
While multi-layer PCBs offer high-density options, they often come with increased costs due to manufacturing complexity. In contrast, the 2-layer TG170 PCB provides a cost-effective solution without compromising performance. This makes it ideal for projects where cost control is essential but high-quality performance is still required.
The 2-layer TG170 PCB can handle sophisticated circuit designs without additional layers, saving on material and production costs. This cost-efficiency is particularly beneficial in consumer electronics and automotive industries, where product cost is a key factor in market competitiveness.
Flexibility in Customization for Specific Applications
Customization is often essential when designing complex circuits, as different applications require unique configurations. The 2-layer TG170 PCBs offer a high degree of customization flexibility, making them adaptable to various design requirements. Whether adjusting the layout of traces or incorporating specific components, this PCB type can be tailored to meet a project’s particular needs.
The 2-layer TG170 PCB allows for versatile design alterations from prototyping to large-scale production. This flexibility is especially valuable in fields like medical devices and aerospace, where specific, high-performance needs must be met without compromising the integrity of the overall system.
The Environmental Benefits of 2 Layer TG170 PCB
Sustainability is becoming increasingly crucial in PCB manufacturing. The 2-layer TG170 PCB offers several environmental benefits, making it more eco-friendly than other materials. TG170 laminate reduces the need for multiple layers and complex processes, reducing waste and energy consumption during production.
Additionally, the longevity and durability of the 2-Layer TG170 PCB contribute to its overall sustainability. By reducing the frequency of replacements and ensuring reliable performance over time, this PCB type helps minimize the environmental impact of electronic waste, aligning with global efforts to reduce ecological footprints in electronics manufacturing.
2-layer TG170 PCB is an ideal choice for complex circuit design
The 2-layer TG170 PCB offers numerous advantages for complex circuit designs, including enhanced thermal stability, improved signal integrity, and cost-effectiveness. Its ability to handle high-performance requirements while remaining flexible and customizable makes it the ideal choice for industries ranging from consumer electronics to aerospace. By choosing this reliable, efficient, and eco-friendly solution, engineers can create sophisticated systems that meet the growing demands of modern technology.